Bauteile durch harte Oberflächen vor Verschleiß schützen

Im Maschinenbau ist eine Vielzahl von Bauteilen hohen mechanischen Belastungen ausgesetzt, entweder in Form von Biegung, Stauchung, Streckung sowie Torsion, oder aber oftmals auch als reibende Belastung. Letzteres bedeutet, dass zwei Körper aufeinandergepresst werden und sich dann relativ zueinander bewegen. Dabei entstehen hohe lokale Belastungen an der Oberfläche und es kommt zu unterschiedlichen Verschleißformen, wie zum Beispiel dem abrasiven Verschleiß.
Da es nicht besonders nachhaltig ist, diese Bauteile wiederholt zu tauschen, ist auch hier die Anforderung, eine möglichst lange Lebensdauer zu erreichen. Die Bauteiloberflächen müssen also gegen Verschleiß geschützt werden, wofür es verschiedene Möglichkeiten gibt. Die Oberfläche kann zum Beispiel mit einer hochharten Verschleißschutzschicht beschichtet werden. Alternativ kann sie auch durch bestimmte Fertigungsprozesse lokal gehärtet werden. Dies kann beispielsweise durch einen Laserhärteprozess erfolgen. Alternativ können die Oberflächen auch mechanisch verformt und die Randzoneneigenschaften gezielt verändert werden.
Was genau passiert aber dabei, und was ist die Werkstoffeigenschaft „Härte“ eigentlich im Detail? Die Oberfläche ist das Element eines Bauteils, welches in direktem Kontakt mit der Umgebung steht. Sie ist das, was von einem Bauteil zu sehen ist. Unterhalb der Oberfläche liegt die sogenannte Randzone. Sie ist dadurch gekennzeichnet, dass der Fertigungsprozess die Werkstoffeigenschaften unmittelbar unterhalb der Oberfläche verändert, so dass sie sich von den Eigenschaften des Grundgefüges unterscheiden. Typische Eigenschaften sind dabei die Mikrostruktur, die Textur, die Eigenspannung oder eben auch die Härte. Verschiedene Fertigungsprozesse sorgen für unterschiedliche Eindringtiefen der Randzone. So ermöglicht ein Vorprozess zwar teilweise deutlich eingebrachte Druckeigenspannungen, allerdings wirken diese Veränderungen nur innerhalb weniger Mikrometer. Der Festwalzprozess wiederum bringt ebenfalls massiv Druckeigenspannungen ein, hier ist die Tiefenwirkung allerdings deutlich höher. Und so ist beim Festwalzen auch die entstehende Randzone größer.
Die Werkstoffeigenschaft Härte
Als Härte wird die Eigenschaft eines Stoffes bezeichnet, dem Eindringen eines anderen Gegenstands entgegenzuwirken. Damit ist die Härte keine klassische Eigenschaft wie die Wärmeleitfähigkeit oder Zugfestigkeit. Sie ist vielmehr das Ergebnis eines definierten Prüfverfahrens. Das bedeutet, ein Bauteil mit einer Härte von 55 HRC sorgt dafür, dass ein definierter Prüfkörper, der mit einer definierten Prüfkraft eingedrückt wird, nur bis in eine bestimmte Tiefe eindringt.
Für die Messung der Härte gibt es unterschiedliche Prüfverfahren, wie die Härteprüfung nach Vickers, nach Brinell oder nach Rockwell. Auf die einzelnen Prüfverfahren wollen wir jedoch an dieser Stelle nicht eingehen.
Das Eindringen eines Gegenstands in die Oberfläche kann erfolgen, wenn sich der Werkstoff plastisch verformt. Damit ist auch klar, dass die Härte als Eigenschaft mit der Festigkeit eines Werkstoffs korreliert. Ein Metall ist üblicherweise aus einem regelmäßig angeordneten Gitter aufgebaut. In einem idealen Metallgitter ist der Abstand der Atome zueinander immer gleichmäßig. Eine plastische Verformung in einem solchen Gitter erfolgt durch die Bewegung von Gitterebenen zueinander.
Je regelmäßiger und gleichmäßiger ein solches Gitter ist, desto einfacher kann dieses Gleiten der Gitterebenen aufeinander erfolgen. Um dies zu verhindern, müssen Blockaden ins Gitter eingebaut werden. Zum Glück ist kein normales Metallgitter ideal, und es ist in der Regel voll von „Fehlern“. Diese Gitterbaufehler sorgen dafür, dass das Gleiten der Gitterebenen erschwert und so die Festigkeit eines Bauteils gesteigert wird.
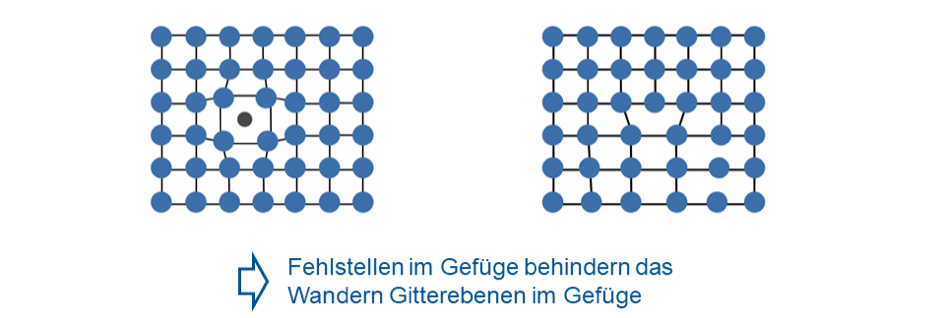
Dieser Effekt wird im Grunde auch beim Härten ausgenutzt. Verallgemeinernd kann man sagen, je härter ein Werkstoff ist, desto mehr Fehlstellen sind enthalten und desto schwerer können sich die Gitterebenen zueinander bewegen. Zwei typische Gitterbaufehler, die in diesem Zusammenhang auftreten, sind Fremdatome und Versetzungen. Ist im Gitter ein Fremdatom enthalten, dann verspannt sich, wie im Bild zu sehen, das Gitter und die Gleitbewegung wird erschwert. Ähnliches gilt auch für Versetzungen. Diese behindern ebenfalls das Gleiten der Gitterebenen.
Beim Härten von Stahl wird genau dieser Effekt ausgenutzt. Durch das Erwärmen des Stahls können sich mehr Kohlenstoffatome im Gitter anordnen. Wird der Stahl dann schlagartig abgeschreckt, verändert sich das Gitter von einem kubisch-flächenzentrierten Gitter zurück zum kubisch-raumzentrierten Gitter. Der Kohlenstoff hat allerdings keine Zeit mehr herauszukommen, bleibt zwangsgelöst und verspannt dabei das Gitter.
Mikro- und Makrohärte – warum muss das unterschieden werden?
Bei der Betrachtung von Oberflächenzuständen und insbesondere im Kontext der mechanischen Oberflächenbearbeitung muss zwischen der Mikro- und Makrohärte unterschieden werden. Der Unterschied liegt im Grunde in der aufgebrachten Prüfkraft und der Größe des Prüfkörpers:
Makrohärte = große Prüfkraft mit großem Prüfkörper
Mikrohärte = kleine Prüfkraft mit kleinem Prüfkörper
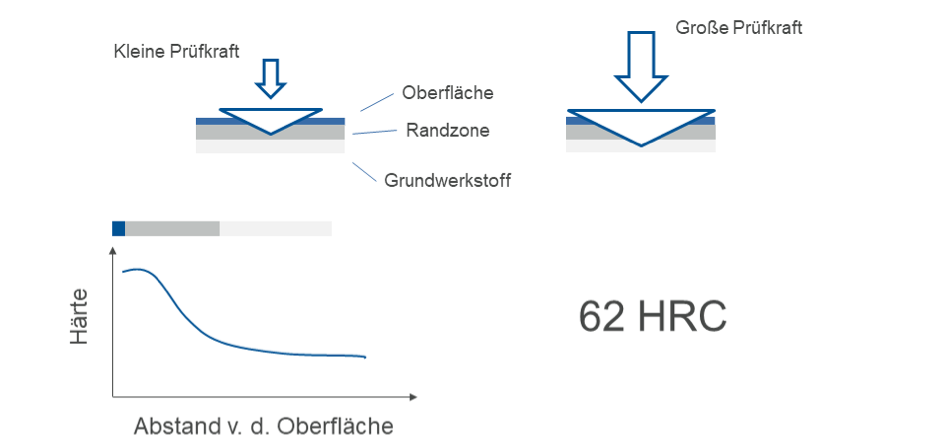
Mit einer Makrohärtemessung, was die übliche Messung bei der Werkstoffcharakterisierung ist, lassen sich ganze Werkstoffbereiche bewerten. Durch die große untersuchte Fläche werden Effekte herausgemittelt, und es entsteht ein Gesamteindruck für die Härte.
Bei der Mikrohärte können detaillierte Bereiche untersucht werden. Je nach Prüfverfahren können Härteunterschiede in einzelnen Körnern bei einem Werkstoff unterschieden werden. Für die Analyse der Oberfläche ist diese Unterscheidung wichtig. Oftmals wird der Einfluss einer Oberflächenbearbeitung untersucht. Dazu wird in der Regel eine Makrohärtemessung verwendet, so dass im Grunde durch die härtere Schicht hindurchgemessen wird. Das Ergebnis ist dann, dass die Härte nicht gesteigert ist. Das führt zu der falschen Schlussfolgerung, dass die mechanische Oberflächenbearbeitung zu keiner Härtesteigerung führt.
Wird hingegen mit einem Mikrohärtemessverfahren, z. B. nach Vickers mit HV0,01 gemessen, dann können sogar in der Randzone unterschiedliche Härtewerte identifiziert werden. Es können sogenannte Härtetiefenverläufe entstehen, die ein detailliertes Bild über den Härteverlauf in der Randzone abgeben. Nutzt man dieses Verfahren, kann nahezu in allen Fällen eine Härtesteigerung durch eine mechanische Oberflächenbearbeitung, wie zum Beispiel Festwalzen, identifiziert werden.
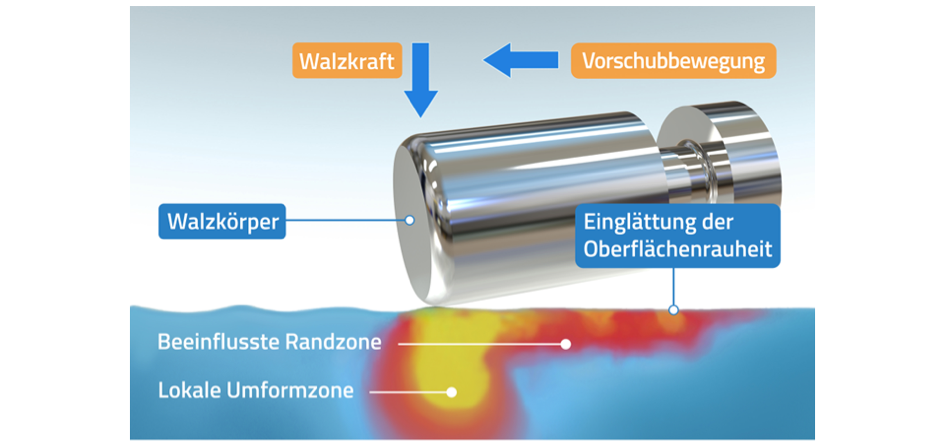
Festwalzen steigert die Härte in der Randzone
Beim Festwalzen wird eine Walzrolle mit einer definierten Kraft auf die Oberfläche gepresst. In der Kontaktzone entstehen sehr hohe Spannungen und der Werkstoff wird lokal plastisch verformt. Bewegt sich die Rolle jetzt mit einer Vorschubbewegung über das Bauteil, bleiben die Verformungen in der Randzone zurück. Die Folge sind hohe Druckeigenspannungen und eine Kaltverfestigung des Gefüges. Beim Walzen wird die Versetzungsdichte deutlich gesteigert, wodurch dann auch die Härte an der Oberfläche und in der Randzone zunimmt. Aus diesem Grund kann das Festwalzen als eine gezielte Möglichkeit genutzt werden, den Verschleißwiderstand einer Oberfläche zu steigern.