

Walzen hartgedrehter Oberflächen
Bis Mitte der 90er Jahre war die Bearbeitung von gehärtetem Stahl lediglich durch Schleifprozesse möglich. Die Entwicklung von hochharten Schneidstoffen, wie zum Beispiel CBN oder Keramik, hat dazu geführt, dass auch Stähle mit einer Härte von über 45 HRC mit geometrisch bestimmter Schneide bearbeitet werden können. Seit dieser Zeit hat sich das Hartdrehen oder auch Hartfräsen stark verbreitet und wird häufig als wirtschaftliche Alternative zur klassischen Schleifbearbeitung eingesetzt. In Verbindung mit Hochpräzisionsmaschinen ist es heute möglich, Bauteile, wie z. B. Wälzlager, direkt auf einer Drehmaschine fertig zu drehen.
Heute weiß man allerdings auch, dass durch den voranschreitenden Werkzeugverschleiß die Randzone der Bauteile geschädigt werden kann. Die Folge können geringere Oberflächenqualitäten, Zugeigenspannungen oder sogenannte Weiße Schichten sein. Dies sind hochharte dünne Schichten, die in Kombination mit der darunterliegenden lokalen Anlasszone zu einem Abplatzen der Oberfläche führen können.
Die mechanische Oberflächenbearbeitung kann auch hier einen Beitrag dazu leisten, die Oberflächen- und Randzoneneigenschaften nach dem Hartdrehen anzupassen. Wird beim Walzen ein gehärteter Werkstoff mit mehr als 45 HRC bearbeitet, spricht man hier vom Hartwalzen. Für das Hartwalzen kommen hydrostatische Festwalzwerkzeuge in Frage. Bei diesem Werkzeugtyp wird eine Kugel hydrostatisch über ein Hydraulikmedium mit Druck beaufschlagt. Die Hartstoffkugel kann dabei im Durchmesser variieren; üblich sind Durchmesser zwischen dk = 3mm bis 13mm.
Die Kugel wird unmittelbar über dem Äquator gehalten, so dass sie nicht herausfallen kann. Der Hydraulikdruck steht dann vollständig auf der gesamten Kugelhalbfläche an. Beim Hartwalzen kommen meistens Walzdrücke von mehr als pw = 200 bar zum Einsatz. Warum dies so ist, wird zu einem späteren Zeitpunkt noch einmal beschrieben.
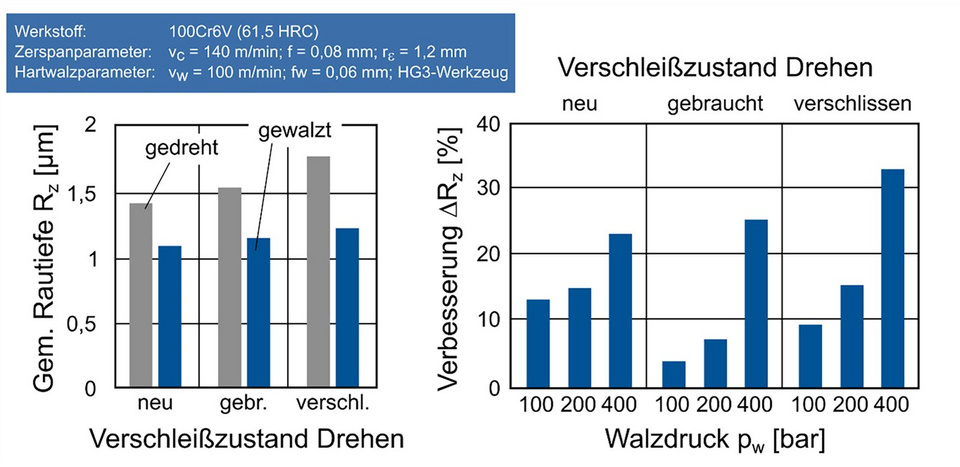
Ein wichtiges Ziel beim Hartwalzen ist die Verbesserung der Oberflächenqualität, zum Beispiel bei voranschreitendem Werkzeugverschleiß. Im Rahmen meiner Dissertation „Walzen hartgedrehter Oberflächen“ habe ich bereits 2003 versucht, diese Frage zu beantworten [Roet03]. Dazu habe ich Oberflächen mit neuer (Verschleißmarkenbreite VB = 0µm), benutzter (VB = 100µm) und verschlissener (VB = 200µm) Schneidkante verwendet und die Oberflächen im Nachgang glattgewalzt.
Es zeigte sich, dass mit zunehmendem Werkzeugverschleiß die Rauheit der Oberfläche schlechter wird. Wird im Anschluss die Oberfläche mit unterschiedlichen Walzdrücken glattgewalzt, nimmt auch die Rauheit nach dem Festwalzen zu. Interessant ist aber, dass die relative Verbesserung der Oberfläche unabhängig von der Vorbearbeitung ist und nur vom Walzdruck abhängt. Mit steigendem Druck, nimmt die Verbesserung zu, wie es in Bild 1 dargestellt ist.
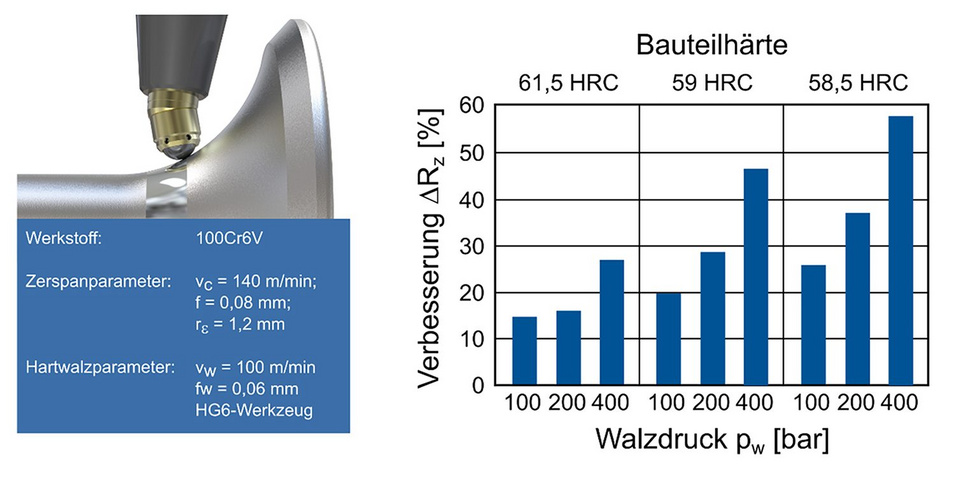
Diesen Effekt kann man auch für unterschiedliche Härtegrade des Werkstoffs sehen (Bild 2). Allerdings ist der Wert der jeweiligen Verbesserung kleiner, je größer die Härte des Bauteils ist. Dies ist verständlich, da mit zunehmender Härte der Werkstoff der Walzkugel einen größeren Widerstand entgegenbringt.
Zwei weitere wichtige Parameter sind der Kugeldurchmesser und der Walzvorschub fw. Variierte man den Kugeldurchmesser wird die Oberfläche glatter, je größer der Kugeldurchmesser wird. Wird der Vorschub gesteigert, bleibt die Verbesserung der Oberflächenqualität zunächst konstant und nimmt anschließend ab. Dieser Knickpunkt, an dem es einen Einfluss des Vorschubs gibt, hängt von der Kugelgröße ab. Bei einem Durchmesser von dk = 3mm ist der Knickpunkt bei ca. 0,1mm Vorschub; bei einer Kugel mit einem Durchmesser von 13mm hingegen erst bei 0,35mm Vorschub. Dies hängt mit dem sogenannten Überdeckungsgrad zusammen. Später wurde auch gezeigt, dass bei unterschiedlichen Kombinationen von Druck, Kugeldurchmesser und Vorschub, eine vergleichbare Oberflächenqualität entsteht, wenn der Überdeckungsgrad gleich ist [Mais19].
Hinsichtlich der Randzoneneigenschaften ist das Hartwalzen ebenfalls ein Verfahren mit großen Vorteilen. Die durch das Hartdrehen eingebrachten negativen Randzoneneigenschaften, wie Zugeigenspannungen an der Oberfläche oder eine reduzierte Härte unterhalb der weißen Schichten, können durch das Hartwalzen umgekehrt werden. Aufgrund der hohen Härte lässt sich der Kontaktpunkt zwischen Kugel und Oberfläche vereinfacht über die Hertz´sche Pressung beschreiben. Bei weichen Stählen ist der Effekt der plastischen Streckung hingegen relevanter.
Aus dem Hertz´schen Kontakt lässt sich ableiten, dass die maximalen Spannungen während der Bearbeitung unterhalb der Oberfläche liegen. Aus diesem Grund ergibt sich auch ein für das Festwalzen sehr typischer Eigenspannungstiefenverlauf, wie er im Bild 3 dargestellt ist. Mit zunehmendem Walzdruck steigt der Wert der maximalen Druckeigenspannung, und mit größerem Kugeldurchmesser vergrößert sich die Eindringtiefe der Druckeigenspannungen.
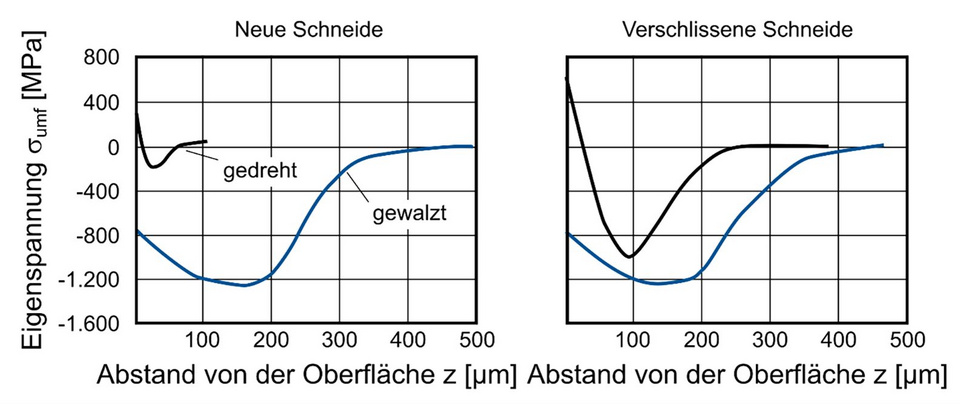
In Wechselwirkung mit dem Hartdrehprozess gibt es ein spannendes Ergebnis. Das Bild zeigt zusätzlich nämlich noch den Eigenspannungstiefenverlauf nach dem Hartdrehen; links mit neuer Schneide und rechts zum Ende der Standzeit. Walzt man beide Oberflächen mit dem gleichen Prozess fest, liegen auch gleiche Eigenspannungen vor. Das bedeutet, der Vorprozess spielt keine Rolle, und das Walzen sorgt für eine Homogenisierung des Eigenspannungszustands.